Z RYSUNKU DO RZECZYWISTOŚCI
Zobacz, jak Twoje techniczne projekty zamieniamy w precyzyjne, gotowe detale. Nasz park maszynowy i doświadczenie pozwalają na wierne odwzorowanie każdego szczegółu z dokumentacji technicznej.
Przesuń suwak, aby porównać projekt CAD z finalnym produktem.
 Rzeczywistość
Rzeczywistość
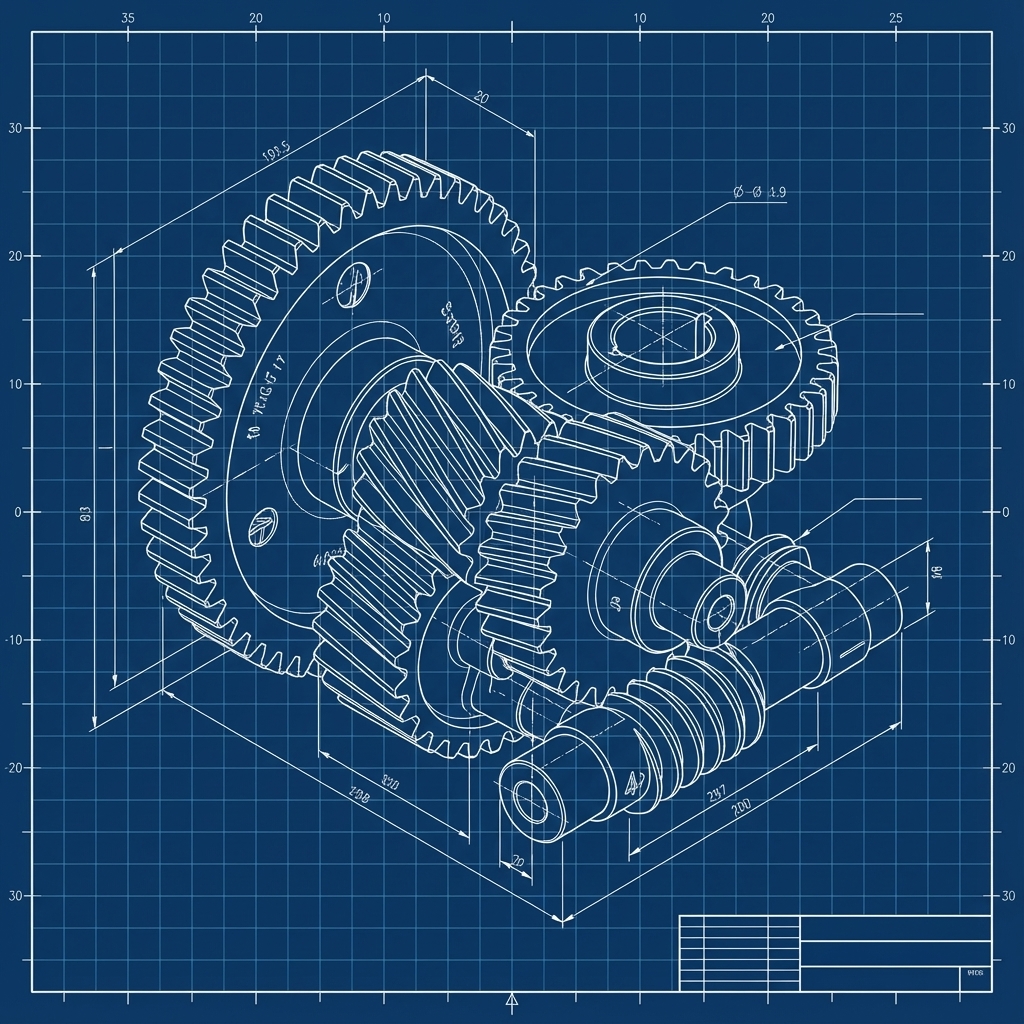 Projekt CAD
Projekt CAD